SANDING VENEER : PRECISION FOR EXCELLENCE

Manufacturing involves a succession of meticulously executed steps that make up the complex process of obtaining a perfect finished product
A perfectly controlled process for an optimum veneer finish
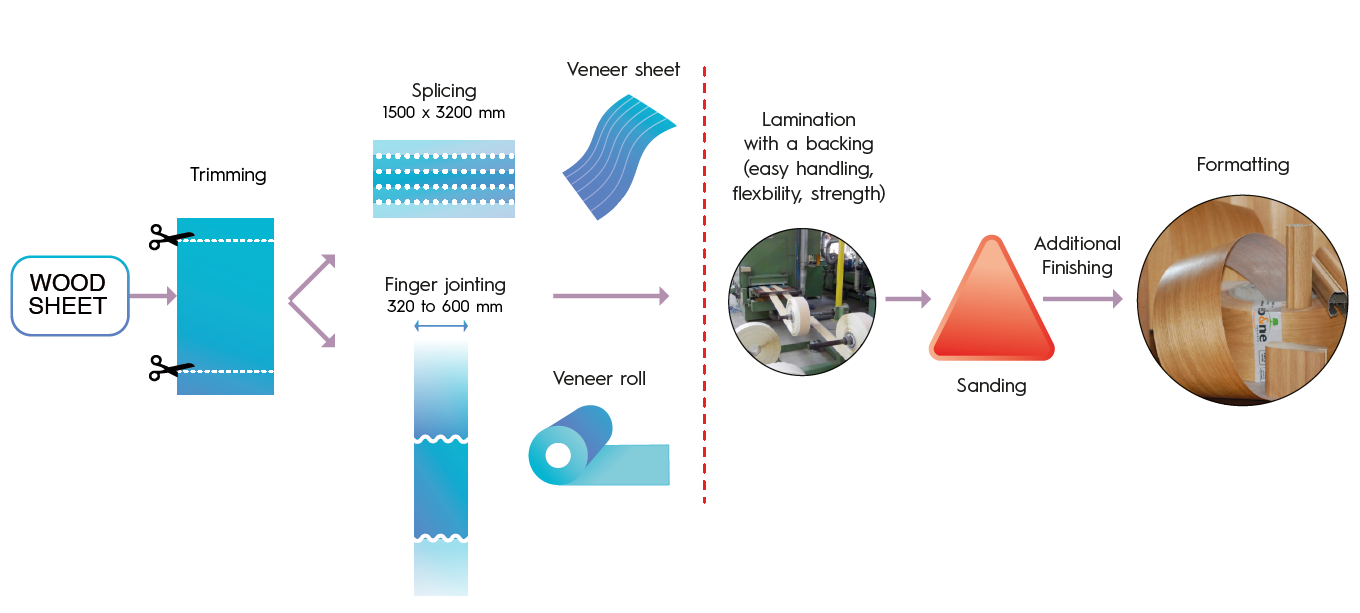
A perfect finished product is only possible with a sanding step performed to obtain a finer than fine result without damaging the veneer. Indeed, reducing the thickness of such a fragile, delicate material by half requires a great deal of precision in the operation and exactly the right abrasive for the species concerned.
The sanding step has a dual purpose:
- to reduce the thickness of the veneer to reach between 0.28 and 0.40 mm, whilst achieving just the right balance of rigidity/flexibility needed for the given use (with P80/P120 antistatic cloth belts);
- to guarantee a surface quality suitable to receive the customer’s finish (P150/P180 and P220 paperbacked belts).
The thickness to be obtained is usually programmed in the machine and at Eb&ne it is also checked by an operator every 15 m. Using an abrasive that is not in perfect condition would risk leaving marks, even piercing the veneer, which further sanding would not be able to make good. Hence the importance of being sure of the even distribution of the grit, the conductivity of the belt and the efficiency of the dust extraction system.
The expert’s tips
 Precise tools are an absolute must to respect this precious material. Here are some tips to achieve the perfect finish without amplifying its fragility.
Precise tools are an absolute must to respect this precious material. Here are some tips to achieve the perfect finish without amplifying its fragility.
By using a BLACK B antistatic backing with a high-performance pre-coating containing carbon black (resistivity 105 Ohms/sq), the dust will be efficiently extracted, whatever the humidity conditions in the workshop: the belts will clog very little and therefore need to be replaced less often, and there will be no risk of hammering of the platen. Besides, the black precoating makes the surface perfect for fine grits.
This market also uses cloth to give its product the «right thickness». Did you know that the TEX-STYLE™ composite backing offers the same strength as a cloth backing and the same perfect surface as paper?

EBENE
This French manufacturer produces flexible wrapping veneers from natural woods, for surfaces, profiles and edge banding (sheets, rolls, reels). It is thanks to the cooperation of this firm that we are able to show you this exceptional know-how.
https://www.ebene-veneers.com/